電気めっきtag:ep.jisw.com,2016://102007-01-31T12:44:02Z亜鉛メッキ,ニッケル,クロム,金属,加工,記号,方法等-JIS用語Movable Type 3.21-jaニッケルめっき/亜鉛めっき/亜鉛合金めっきtag:ep.jisw.com,2007://10.28572007-01-31T12:35:02Z2007-01-31T12:44:02Z電気めっき及び関連処理用語において、”d) めっき処理”に分類される用語である、ニッケルめっき/亜鉛めっき/亜鉛合金めっき の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”d) めっき処理”に分類されている用語のうち、『ニッケルめっき(ニッケルメッキ)』、『亜鉛めっき(亜鉛メッキ)』、『亜鉛合金めっき(亜鉛合金メッキ)』のJIS規格における定義その他について。
ニッケルめっき(ニッケルメッキ)』、『亜鉛めっき(亜鉛メッキ)』、『亜鉛合金めっき亜鉛めっき(亜鉛合金メッキ)』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 d) めっき処理 】
分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4010用語: ニッケルめっき(※1)
定義:
ニッケルイオンを含む電解質に直流又はパルス電流を流して、陰極上に金属ニッケルを析出させる処理。対応英語(参考):
nickel plating分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4011用語: 亜鉛めっき(※2)
定義:
亜鉛イオンや亜鉛錯イオンを含む電解質に直流又はパルス電流を流して、陰極上に金属亜鉛を析出させる処理。対応英語(参考):
zinc plating分類: 電気めっき及び関連処理用語 > d) めっき処理(※2)
番号: 4012用語: 亜鉛合金めっき定義:
亜鉛メッキ液に、他の金属イオン又は錯イオンを添加して通電し、陰極上に亜鉛と添加金属の合金を析出させる処理。対応英語(参考):
zinc alloy plating
(※1)
ニッケルめっき(ニッケルメッキ)には、以下のJIS規格などがあります。
JIS H 8617
ニッケルめっき及びニッケル−クロムめっき
JIS H 8626
工業用電気ニッケルめっき及び電鋳ニッケル
JIS H 8617(ニッケルめっき及びニッケル−クロムめっき)では、鉄及び鋼、銅及び銅合金、亜鉛合金、アルミニウム及びアルミニウム合金素地上に防食並びに装飾の目的で行った有効面のニッケルめっき(ニッケルメッキ)、銅-ニッケルめっき、ニッケル-クロムめっき(クロムメッキ)及び銅-ニッケル-クロムめっきについて規定されています。
これらのメッキには、二層ニッケル、マイクロクラッククロム、マイクロポーラスクロムなども含みます。
また、黄銅めっき(黄銅メッキ)も含みますが、黄銅メッキ(真鍮メッキともいい、銅イオン、亜鉛イオン又はそれらの錯イオンを含む電解質に直流又はパルス電流を流して、陰極上に銅と亜鉛の合金を析出させる処理)は、銅メッキ(銅イオン又は銅錯イオンを含む電解質に直流若しくはパルス電流を流して、陰極上に金属銅を析出させる処理)に含めています。
(※2)
亜鉛メッキ及び亜鉛合金メッキに関連するJIS規格には、以下などがあります。
JIS G 3302
溶融亜鉛めっき鋼板及び鋼帯
JIS G 3312
塗装溶融亜鉛めっき鋼板及び鋼帯
JIS G 3313
電気亜鉛めっき鋼板及び鋼帯
JIS G 3442
水配管用亜鉛めっき鋼管
JIS G 3537
亜鉛めっき鋼より線
JIS G 3542
着色塗装亜鉛めっき鉄線
JIS G 3547
亜鉛めっき鉄線
JIS G 3548
亜鉛めっき鋼線
JIS G 7302
鉄線及び鋼線用亜鉛めっき(ISO仕様)
JIS G 7303
フェンス用亜鉛めっき鉄線及び鋼線(ISO仕様)
JIS H 0401
溶融亜鉛めっき試験方法
JIS H 8610
電気亜鉛めっき
JIS H 8625
電気亜鉛めっき及び電気カドミウムめっき上のクロメート皮膜
JIS H 8641
溶融亜鉛めっき
JIS G 3321
溶融55%アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS G 3322
塗装溶融55%アルミニウム−亜鉛合金めっき鋼板及び鋼帯]]>
クロメート処理/クロメート皮膜/光沢クロメート皮膜tag:ep.jisw.com,2007://10.28612007-01-31T12:34:01Z2007-01-31T12:44:55Z電気めっき及び関連処理用語において、”e) 後処理”に分類される用語である、クロメート処理/クロメート皮膜/光沢クロメート皮膜 の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”e) 後処理”に分類されている用語のうち、『クロメート処理』、『クロメート皮膜』、『光沢クロメート皮膜』のJIS規格における定義その他について。
クロメート処理』、『クロメート皮膜』、『光沢クロメート皮膜』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 e) 後処理 】
分類: 電気めっき及び関連処理用語 > e) 後処理番号: 5006用語: クロメート処理定義:
クロム酸又は重クロム酸塩を主成分とする溶液中に品物を浸せきし、化学的に防せい皮膜を生成させる方法。対応英語(参考):
chromating,
chromate treatment,
(UK, chromate filming)分類: 電気めっき及び関連処理用語 > e) 後処理番号: 5007用語: クロメート皮膜(※1)
定義:
クロメート処理によって得られる膜。対応英語(参考):
chromate conversion coatings分類: 電気めっき及び関連処理用語 > e) 後処理番号: 5008用語: 光沢クロメート皮膜定義:
化学研磨作用を利用して、めっきに光沢を与えるクロメート皮膜。(※2)
対応英語(参考):
bright chromate
conversion coatings,
clear chromate
conversion coatings
(※1)
クロメート皮膜に関するJIS規格には、以下などがあります。
JIS H 8625
電気亜鉛めっき及び電気カドミウムめっき上のクロメート皮膜
この規格では、電気亜鉛めっき(JIS H 8610)及び電気カドミウムめっき(JIS H 8611)に防食の目的で施した有効面のクロメート皮膜について規定されています。
この規格では、クロメート皮膜は以下のように定義されています。
【クロメート皮膜】
クロメート処理によって電気亜鉛めっき(電気亜鉛メッキ)及び電気カドミウムめっき(電気カドミウムメッキ)に対して防食皮膜を生成すると同時に、光沢、淡黄色、黄色、緑色などを与える皮膜。
備考1.
その色調は、皮膜の主成分であるクロム酸クロム(xCr2O3・yCrO3・zH2O)の組成割合と厚さによっていろいろと変化する。
備考2.
比較的薄いクロメート皮膜の場合、めっき上に残留した薄い透明皮膜の表面に光が当たったとき、皮膜の表面及びメッキ表面で反射光が互いに干渉してにじ(虹)色のしま模様を生じる。
備考3.
クロメート皮膜は同一部品のロット、個々の部品においても色調に差を生じ、また、同一表面においても均一な色調は得難く、色むらを生じる。
(※2)
化学研磨とは、金属表面の平滑さを改善するため、種々の組成の溶液中に浸漬し、平滑な光沢面とする方法のことです。
一般に、小さく細かい部品の表面の研磨に適しています。]]>
装飾用クロムめっき/工業用クロムめっき,硬質クロムめっきtag:ep.jisw.com,2007://10.29192007-01-31T12:28:12Z2007-01-31T12:36:36Z電気めっき及び関連処理用語において、”d) めっき処理”に分類される用語である、装飾用クロムめっき/工業用クロムめっき,硬質クロムめっき の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”d) めっき処理”に分類されている用語のうち、『装飾用クロムめっき』、『工業用クロムめっき,硬質クロムめっき』のJIS規格における定義その他について。
装飾用クロムめっき』、『工業用クロムめっき,硬質クロムめっき』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 d) めっき処理 】
分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4018用語: 装飾用クロムめっき定義:
製品の美観のため仕上げめっきとして行われるクロムメッキ。対応英語(参考):
decorative chromium plating分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4019用語: 工業用クロムめっき,硬質クロムめっき定義:
主として耐磨耗性を付与する目的で施した比較的厚いクロムメッキ。対応英語(参考):
electroplated coatings of chromium for engineering purpose,
industrial chromium plating,
hard chromium electroplating
(※)
クロムめっき(クロムメッキ)に関連するJIS規格には、以下などがあります。
JIS H 8615
工業用クロムめっき
JIS H 8617
ニッケルめっき及びニッケル−クロムめっき
このうち、JIS H 8615(工業用クロムめっき)では、鉄、鋼及び非鉄金属素地上に耐摩耗性などの工業用の目的で行った有効面の電気クロムめっき(電気クロムメッキ)について規定されています。]]>
3.めっき(メッキ)の記号による表示方法tag:ep.jisw.com,2007://10.28372007-01-31T12:26:15Z2007-01-31T12:37:37Z電気めっきの記号による表示方法(JIS H 0404)における、【めっき(メッキ)の記号による表示方法】のJIS本文からの引用。jiswhttp://www.jisw.com/
自己触媒型の無電解めっき(無電解メッキ)を含む電気メッキの記号による表示方法について規定している、『JIS H 0404 電気めっきの記号による表示方法』においては、”めっき(メッキ)の記号による表示方法”に関して、以下のように規定されています。
【めっき(メッキ)の記号による表示方法について】
(以下、引用)
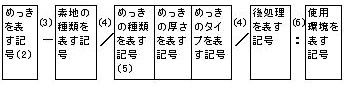
【めっきの記号による表示方法】めっき(メッキ)の記号による表示方法は、”4.記号”に規定する記号を用い、(1)に示す順序による。
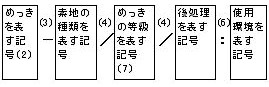
ただし、当分の間、(2)に示す順序によってもよい。
なお、特に表示の必要がない記号は、省略してもよい。(1)
注(2)電気めっき又は無電解めっきを表す記号。ただし、電気メッキと無電解メッキとによってメッキ層が構成されている場合には、最終メッキを表す記号。
注(3)ハイフン
注(4)斜線
注(5)多層メッキの場合には、素地に近いめっきの構成に左から右へコンマを付けて順に表示する。電気メッキと無電解メッキとによって構成されている場合で、注(2)の記号と異なるメッキでは、めっきの記号の前にそれを表す記号をハイフンを付けて表示する。
注(6)コロン例1.: Ep-Fe/Cu20,Ni25b,Cr0.1r/:A
(電気メッキ、鉄鋼素地、銅メッキ20μm以上、光沢ニッケルメッキ25μm以上、普通クロムメッキ0.1μm以上、腐食性の強い屋外での使用)例2.: Ep-Fe/Zn15/CM2:B
(電気めっき、鉄鋼素地、亜鉛めっき15μm以上、有色クロメート処理、通常の屋外での使用)例3.: Ep-Cu/Ni5b,Cr0.1r/:D
(電気メッキ、銅合金素地、光沢ニッケルメッキ5μm以上、普通クロムメッキ0.1μm以上、通常の屋内での使用)例4.: Ep-Fe/ELp-Ni15,ICr20/
(最終めっきが電気めっき、鉄鋼素地、無電解ニッケルめっき15μm以上、工業用クロムめっき20μm以上)例5.: Ep-Al/Cu10,Ni10b,Cr0.1r/:D
(電気メッキ、アルミニウム合金素地、銅メッキ10μm以上、光沢ニッケルメッキ10μm以上、普通クロムメッキ0.1μm以上、通常の屋内での使用)(2)
注(7)メッキの厚さによる等級を表す記号[4.(5)めっきの厚さによる等級を表す記号]による。例1.: Ep-Fe/Zn[2]/CM2:C
(電気メッキ、鉄鋼素地、亜鉛メッキ2級、有色クロメート、湿度の高い屋内での使用)例2.: Ep-Cu/Cr[3]/:B
(電気めっき、銅合金素地、ニッケル・クロム系めっき3級、通常の屋外での使用)]]>
4.めっき(メッキ)及び素地の種類を表す記号tag:ep.jisw.com,2007://10.28382007-01-31T12:24:17Z2007-01-31T12:39:21Z電気めっきの記号による表示方法(JIS H 0404)における、【めっき(メッキ)を表す記号】、【素地の種類を表す記号】のJIS本文からの引用。jiswhttp://www.jisw.com/
自己触媒型の無電解めっき(無電解メッキ)を含む電気メッキの記号による表示方法について規定している、『JIS H 0404 電気めっきの記号による表示方法』においては、記号について、”めっき(メッキ)を表す記号”と”素地の種類を表す記号”に関して、以下のように規定されています。
【めっき(メッキ)及び素地の種類を表す記号について】
(以下、引用)
(1)【めっきを表す記号】電気メッキを表す記号は、Ep 又は SPLE とする。
ただし、無電解メッキを表す記号は、ELp 又は SPLEL とする。(2)【素地の種類を表す記号】素地の種類を表す記号は、素地が金属の場合には、その金属の元素記号とし、合金の場合には主成分金属の元素記号とする。例1.:鉄、鋼及びそれらの合金 ⇒ Fe
例2.:鋼及びその合金 ⇒ Cu
例3.:亜鉛及びその合金 ⇒ Zn
例4.:アルミニウム及びその合金 ⇒ Al
例5.:マグネシウム及びその合金 ⇒ Mg
また、素地がプラスチックの場合には PL、素地がセラミックスの場合には CE とする。
なお、素地について材質、熱処理及び加工条件を示す必要がある場合には、素地記号に*1印を付け、注として各材料についての日本工業規格に定められた材質記号、及び JIS B 0122(加工方法記号)に定められた加工記号及び条件を付記する。例1.: Cu*1/Ni5b,Cr0.1r/
注*1 めっきに先立ち素地黄銅にヘヤライン加工を施すこと。
(ヘヤライン加工した黄銅素地、光沢ニッケルメッキ5μm以上、普通クロムメッキ0.1μm以上)例2.: Fe*1/Au2μm/
注*1 SUS304 ステンレス鋼
(ステンレス鋼素地、金メッキ2μm以上)例3.: PL*1/Cu10b,Ni15d,Cr0.1mp/
注*1 ABS樹脂
(ABS樹脂素地、光沢銅メッキ10μm以上、二層ニッケルメッキ15μm以上、マイクロポーラスクロムメッキ0.1μm以上)]]>
電解研磨法/化学研磨法/油性研磨剤tag:ep.jisw.com,2007://10.28502007-01-31T12:22:19Z2007-01-31T12:42:15Z電気めっき及び関連処理用語において、”c) 研磨及び前処理”に分類される用語である、 電解研磨法/化学研磨法/油性研磨剤の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”c) 研磨及び前処理”に分類されている用語のうち、『電解研磨法』、『化学研磨法』、『油性研磨剤』のJIS規格における定義その他について。
電解研磨法』、『化学研磨法』、『油性研磨剤』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 c) 研磨及び前処理 】
分類: 電気めっき及び関連処理用語 > c) 研磨及び前処理番号: 3004用語: 電解研磨法(※1)
定義:
金属表面を特定溶液中で陽極溶解し、平滑な光沢面とする方法。対応英語(参考):
electropolishing分類: 電気めっき及び関連処理用語 > c) 研磨及び前処理番号: 3005用語: 化学研磨法(※1)
定義:
金属表面の平滑さを改善するため、種々の組成の溶液中に浸漬し、平滑な光沢面とする方法。対応英語(参考):
chemical polishing分類: 電気めっき及び関連処理用語 > c) 研磨及び前処理番号: 3006用語: 油性研磨剤定義:
研磨剤を主成分とし、これに脂肪酸、鉱油、金属石けんなどを混合した研磨剤。
参考:
棒状と液状のものとがある。対応英語(参考):
buffing compound,
grease base buffing bar
(※1)
電解研磨は、バフ研磨などの物理的研磨(機械研磨)に比べると、小さく細かい凸凹には非常に有効で光沢は出やすいですが、キズや比較的大きな凸凹は苦手であるのが一般的等の特徴があります。
特にオーステナイト系ステンレスやアルミニウムなどの表面の光沢・平滑化に良く使われています。
化学研磨は、電気を使わず化学研磨薬品へ浸漬して金属表面を溶かして研磨し、表面の平滑化・光沢を実現する処理ですが、電解研磨よりも更に細かい部品の研磨に適しているのが一般的です。]]>
電気めっき/防食めっき/装飾めっきtag:ep.jisw.com,2007://10.28302007-01-31T12:18:15Z2007-01-31T12:51:40Z電気めっき及び関連処理用語において、”d) めっき処理”に分類される用語である、 電気めっき/防食めっき/装飾めっきの定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”d) めっき処理”に分類されている用語のうち、『電気めっき』、『防食めっき』、『装飾めっき』のJIS規格における定義その他について。
電気めっき』、『防食めっき』、『装飾めっき』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 d) めっき処理 】
分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4001用語: 電気めっき定義:
金属又は非金属表面に金属を電気化学的に析出させた皮膜。対応英語(参考):
electroplated coating,
electroplating分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4002用語: 防食めっき定義:
製品に耐食性を付与するために行うめっき。対応英語(参考):
electroplating fo
r corrosion prevention分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4003用語: 装飾めっき定義:
製品に美観を付与するために行うめっき。対応英語(参考):
decorative plating
(※)
めっき(メッキ)に関連するJIS規格には、以下などがあります。
JIS B0209-4
一般用メートルねじ−公差−第4部:めっき後に公差位置H又はGにねじ立てをしためねじと組み合わせる溶融亜鉛めっき付きおねじの許容限界寸法
JIS B0209-5
一般用メートルねじ−公差−第5部:めっき前に公差位置hの最大寸法をもつ溶融亜鉛めっき付きおねじと組み合わせるめねじの許容限界寸法
JIS B 1044
締結用部品−電気めっき
JIS C 2507
電機バインド用すずめっき非磁鋼線
JIS C 3151
すずめっき硬銅線
JIS C 3152
すずめっき軟銅線
JIS D 0201
自動車部品―電気めっき通則
JIS G 3302
溶融亜鉛めっき鋼板及び鋼帯
JIS G 3312
塗装溶融亜鉛めっき鋼板及び鋼帯
JIS G 3313
電気亜鉛めっき鋼板及び鋼帯
JIS G 3314
溶融アルミニウムめっき鋼板及び鋼帯
JIS G 3317
溶融亜鉛−5%アルミニウム合金めっき鋼板及び鋼帯
JIS G 3318
塗装溶融亜鉛−5%アルミニウム合金めっき鋼板及び鋼帯
JIS G 3321
溶融55%アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS G 3322
塗装溶融55%アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS G 3442
水配管用亜鉛めっき鋼管
JIS G 3537
亜鉛めっき鋼より線
JIS G 3542
着色塗装亜鉛めっき鉄線
JIS G 3544
溶融アルミニウムめっき鉄線及び鋼線
JIS G 3547
亜鉛めっき鉄線
JIS G 3548
亜鉛めっき鋼線
JIS G 7121
冷間圧延電気めっきぶりき(ISO仕様)
JIS G 7122
冷間圧延電解クロム/クロム酸化物めっき鋼板(ISO仕様)
JIS G 7123
ぶりき又は電解クロム/クロム酸化物めっき鋼板製造用冷間圧延原板コイル(ISO仕様)
JIS G 7124
一般及び絞り用連続溶融アルミニウム/シリコンめっき冷間圧延炭素鋼鋼板(ISO仕様)
JIS G 7302
鉄線及び鋼線用亜鉛めっき(ISO仕様)
JIS G 7303
フェンス用亜鉛めっき鉄線及び鋼線(ISO仕様)
JIS H 0400
電気めっき及び関連処理用語
JIS H 0401
溶融亜鉛めっき試験方法
JIS H 0404
電気めっきの記号による表示方法
JIS H 8501
めっきの厚さ試験方法
JIS H 8502
めっきの耐食性試験方法
JIS H 8503
めっきの耐磨耗性試験方法
JIS H 8504
めっきの密着性試験方法
JIS H 8610
電気亜鉛めっき
JIS H 8611
電気カドミウムめっき
JIS H 8615
工業用クロムめっき
JIS H 8617
ニッケルめっき及びニッケル−クロムめっき
JIS H 8619
電気すずめっき
JIS H 8620
工業用金及び金合金めっき
JIS H 8621
工業用銀めっき
JIS H 8622
装飾用金及び金合金めっき
JIS H 8623
装飾用銀めっき
JIS H 8624
電気すず−鉛合金めっき
JIS H 8625
電気亜鉛めっき及び電気カドミウムめっき上のクロメート皮膜
JIS H 8626
工業用電気ニッケルめっき及び電鋳ニッケル
JIS H 8630
プラスチック上への装飾用電気めっき
JIS H 8641
溶融亜鉛めっき
JIS H 8642
溶融アルミニウムめっき
JIS H 8645
無電解ニッケル−りんめっき
JIS H 8646
無電解銅めっき
JIS H 8672
溶融アルミニウムめっき試験方法]]>
機能めっき/複合めっき/合金めっきtag:ep.jisw.com,2007://10.28552007-01-31T12:17:20Z2007-01-31T12:49:35Z電気めっき及び関連処理用語において、”d) めっき処理”に分類される用語である、機能めっき/複合めっき/合金めっき の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”d) めっき処理”に分類されている用語のうち、『機能めっき』、『複合めっき』、『合金めっき』のJIS規格における定義その他について。
機能めっき』、『複合めっき』、『合金めっき』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 d) めっき処理 】
分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4004用語: 機能めっき定義:
めっき皮膜そのものの特性を利用するために行うめっき。対応英語(参考):
plating for functional use分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4005用語: 複合めっき定義:
繊維状、粒子状などの分散相をもつ複合材料の電気めっき。対応英語(参考):
composite coatings,
composite plating分類: 電気めっき及び関連処理用語 > d) めっき処理番号: 4006用語: 合金めっき(※1)
定義:
2種類又はそれ以上の金属及び金属と非金属の合金の電気めっき。対応英語(参考):
alloy platings,
electroplated coatings of alloy
(※1)
JIS規格で規定されている合金メッキには、主に以下などがあります。
JIS G 3317
溶融亜鉛−5%アルミニウム合金めっき鋼板及び鋼帯
JIS G 3318
塗装溶融亜鉛−5%アルミニウム合金めっき鋼板及び鋼帯
JIS G 3321
溶融55%アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS G 3322
塗装溶融55%アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS H 8620
工業用金及び金合金めっき
JIS H 8622
装飾用金及び金合金めっき
JIS H 8624
電気すず−鉛合金めっき]]>
陽極酸化処理,陽極処理/陽極皮膜/陽極酸化皮膜tag:ep.jisw.com,2007://10.28692007-01-31T12:12:30Z2007-01-31T12:53:12Z電気めっき及び関連処理用語において、”f) 関連表面処理”に分類される用語である、陽極酸化処理,陽極処理/陽極皮膜/陽極酸化皮膜 の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”f) 関連表面処理”に分類されている用語のうち、『陽極酸化処理,陽極処理』、『陽極皮膜』、『陽極酸化皮膜』のJIS規格における定義その他について。
陽極酸化処理,陽極処理』、『陽極皮膜』、『陽極酸化皮膜』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 f) 関連表面処理 】
分類: 電気めっき及び関連処理用語 > f) 関連表面処理番号: 6011用語: 陽極酸化処理,陽極処理定義:
陽極における電気化学的な酸化処理の総称。対応英語(参考):
anodizing,
anodic treatment,
(USA, anodising)分類: 電気めっき及び関連処理用語 > f) 関連表面処理番号: 6012用語: 陽極皮膜定義:
a)電解酸化処理によって、金属表面構造が変化して形成される保護、装飾又は機能的な皮膜。
b)素地金属より卑な金属皮膜。対応英語(参考):
anodic coatings分類: 電気めっき及び関連処理用語 > f) 関連表面処理番号: 6013用語: 陽極酸化皮膜定義:
陽極酸化処理によって生成した皮膜。対応英語(参考):
anodic oxide coating,
anodic oxide film
(※)
アルミニウム及びアルミニウム合金やチタン及びチタン合金の陽極処理或いは陽極酸化皮膜関連のJIS規格には、以下などがあります。
JIS H 8601
アルミニウム及びアルミニウム合金の陽極酸化皮膜
JIS H 8602
アルミニウム及びアルミニウム合金の陽極酸化塗装複合皮膜
JIS H 8603
アルミニウム及びアルミニウム合金の硬質陽極酸化皮膜
JIS H 8679-1
アルミニウム及びアルミニウム合金の陽極酸化皮膜に発生した孔食の評価方法−第1部:チャート法
JIS H 8679-2
アルミニウム及びアルミニウム合金の陽極酸化皮膜に発生した孔食の評価方法−第2部:グリッド法
JIS H 8680-1
アルミニウム及びアルミニウム合金の陽極酸化皮膜厚さ試験方法−第1部:顕微鏡断面測定法
JIS H 8680-2
アルミニウム及びアルミニウム合金の陽極酸化皮膜厚さ試験方法−第2部:渦電流式測定法
JIS H 8680-3
アルミニウム及びアルミニウム合金の陽極酸化皮膜厚さ試験方法−第3部:スプリットビーム顕微鏡測定法
JIS H 8681-1
アルミニウム及びアルミニウム合金の陽極酸化皮膜の耐食性試験方法−第1部:耐アルカリ試験
JIS H 8681-2
アルミニウム及びアルミニウム合金の陽極酸化皮膜の耐食性試験方法−第2部:キャス試験
JIS H 8682-1
アルミニウム及びアルミニウム合金の陽極酸化皮膜の耐摩耗性試験方法−第1部:往復運動平面摩耗試験
JIS H 8682-2
アルミニウム及びアルミニウム合金の陽極酸化皮膜の耐摩耗性試験方法−第2部:噴射摩耗試験
JIS H 8682-3
アルミニウム及びアルミニウム合金の陽極酸化皮膜の耐摩耗性試験方法−第3部:砂落し摩耗試験
JIS H 8683-1
アルミニウム及びアルミニウム合金の陽極酸化皮膜の封孔度試験方法−第1部:染料吸着試験
JIS H 8683-2
アルミニウム及びアルミニウム合金の陽極酸化皮膜の封孔度試験方法−第2部:りん酸−クロム酸水溶液浸せき試験
JIS H 8683-3
アルミニウム及びアルミニウム合金の陽極酸化皮膜の封孔度試験方法−第3部:アドミッタンス測定試験
JIS H 8684
アルミニウム及びアルミニウム合金の陽極酸化皮膜の変形による耐ひび割れ性試験方法
JIS H 8685-1
アルミニウム及びアルミニウム合金の着色陽極酸化皮膜の促進耐光性試験方法−第1部:光堅ろう度試験
JIS H 8685-2
アルミニウム及びアルミニウム合金の着色陽極酸化皮膜の促進耐光性試験方法−第2部:紫外光堅ろう度試験
JIS H 8686-1
アルミニウム及びアルミニウム合金の陽極酸化皮膜の写像性試験方法−第1部:視感測定法
JIS H 8686-2
アルミニウム及びアルミニウム合金の陽極酸化皮膜の写像性試験方法−第2部:機器測定法
JIS H 8687
アルミニウム及びアルミニウム合金の陽極酸化皮膜の絶縁耐力試験方法
JIS H 8688
アルミニウム及びアルミニウム合金の陽極酸化皮膜の単位面積当たりの質量測定方法
JIS H 8689
アルミニウム及びアルミニウム合金の陽極酸化皮膜の連続性試験方法
JIS W 1108
航空宇宙−チタン及びチタン合金の陽極処理−硫酸法
JIS W 1116
航空宇宙−アルミニウム合金の陽極処理−直流40ボルトクロム酸法非染色皮膜
JIS W 1117
航空宇宙−アルミニウム合金の陽極処理−直流20ボルトクロム酸法非染色皮膜
JIS W 1118
航空宇宙−アルミニウム合金の陽極処理−硫酸法非染色皮膜
JIS W 1119
航空宇宙−アルミニウム合金の陽極処理−硫酸法染色皮膜]]>
密着性試験/硬さ試験tag:ep.jisw.com,2007://10.28782007-01-31T12:02:40Z2007-01-31T12:54:04Z電気めっき及び関連処理用語において、”h) 試験及び検査”に分類される用語である、密着性試験/硬さ試験 の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”h) 試験及び検査”に分類されている用語のうち、『密着性試験』、『硬さ試験』のJIS規格における定義その他について。
密着性試験』、『硬さ試験』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 h) 試験及び検査 】
分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8003用語: 密着性試験定義:
皮膜の密着性を調べる方法。
参考:
JIS H 8504(※1) には、熱試験方法、引きはがし試験方法、引張試験方法、曲げ試験方法などの密着性試験方法が規定されている。対応英語(参考):
adhesion test分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8004用語: 硬さ試験定義:
皮膜の表面硬さを調べる方法。
参考:
硬さ試験方法として、ブリネル硬さ試験方法(JIS Z 2243)、ビッカース硬さ試験方法(JIS Z 2244)、ロックウェル硬さ試験方法(JIS Z 2245)、ショア硬さ試験方法(JIS Z 2246)が規定されている。対応英語(参考):
surface hardness test
(※1)
密着性試験について規定されている、JIS H 8504 は以下になります。
JIS H 8504
めっきの密着性試験方法
この規格では、金属素地上に施した電気めっき(電気メッキ)及び化学めっき(化学メッキ)の密着性試験方法について規定されています。
熱試験方法、引きはがし試験方法、引張試験方法、曲げ試験方法などの密着性試験方法の他には、以下の種類の密着性試験方法が規定されています。
a)研磨試験方法
1)やすり試験方法
2)と石試験方法(砥石試験方法)
b)へらしごき試験方法
c)押出し試験方法
d)エリクセン試験方法
e)ショットピーニング試験方法
f)バレル研磨試験方法
g)引きはがし試験方法
1)テープ試験方法
2)はんだ付け試験方法
h)たがね打込試験方法
i)けい線試験方法
j)曲げ試験方法
k)巻付け試験方法
l)引張試験方法
m)熱試験方法
1)加熱試験方法
2)熱衝撃試験方法
n)陰極電解試験方法]]>
9.使用環境を表す記号tag:ep.jisw.com,2007://10.29462007-01-31T08:39:48Z2007-01-31T08:40:52Z電気めっきの記号による表示方法(JIS H 0404)における、【使用環境を表す記号】のJIS本文からの引用。jiswhttp://www.jisw.com/
自己触媒型の無電解めっき(無電解メッキ)を含む電気メッキの記号による表示方法について規定している、『JIS H 0404 電気めっきの記号による表示方法』においては、記号について、”使用環境を表す記号”に関して、以下のように規定されています。
【使用環境を表す記号について】
(以下、引用)
(8)【使用環境を表す記号】装飾、防食などの目的でめっき製品を使用する場合、その使用環境を 表3 のとおりに区分し、記号で示す。
これ以外の特殊な環境での使用に対しては、*5印を付け、注として付記する。表3 使用環境、使用環境条件及び記号使用環境:A
使用環境条件:腐食性の強い屋外環境
記号:A
参考例:海浜、工業地域など使用環境:B
使用環境条件:通常の屋外環境
記号:B
参考例:田園、住宅地域など使用環境:C
使用環境条件:湿度の高い屋内環境
記号:C
参考例:浴室、厨房など使用環境:D
使用環境条件:通常の屋内環境
記号:D
参考例:住宅、事務所など]]>
8.後処理を表す記号tag:ep.jisw.com,2007://10.29452007-01-31T08:37:32Z2007-01-31T08:39:21Z電気めっきの記号による表示方法(JIS H 0404)における、【後処理を表す記号】のJIS本文からの引用。jiswhttp://www.jisw.com/
自己触媒型の無電解めっき(無電解メッキ)を含む電気メッキの記号による表示方法について規定している、『JIS H 0404 電気めっきの記号による表示方法』においては、記号について、”後処理を表す記号”に関して、以下のように規定されています。
【後処理を表す記号について】
(以下、引用)
(7)【後処理を表す記号】後処理を表す記号は、表2 のとおりとする。
2種類以上の後処理を行う場合には、処理操作の順又は素地に近い順に左から右に各記号をコンマで区切って示す。
なお、処理条件を示す場合及び 表2 以外の特殊な後処理を示す場合には、*4印を付け、注として付記する。表2 後処理を表す記号(後処理) ⇒ (記号)
・水素除去のベーキング ⇒ HB
・拡散熱処理 ⇒ DH
・光沢クロメート処理 ⇒ CM1
・有色クロメート処理 ⇒ CM2
・塗装 ⇒ PA
・着色 ⇒ CL
・変色防止処理 ⇒ AT例: Fe*1/Zn10/HB,CM1,PA*4注*1
メッキに先立ち素地鉄鋼はHAR(応力除去焼なまし)を施すこと。注*4
透明ウレタン塗装仕上げを施すこと。(鉄鋼素地、熱処理、亜鉛メッキ10μm以上、ベーキング、光沢クロメート処理、塗装)]]>
スポーリング/水切れ/無めっき/レイティングナンバtag:ep.jisw.com,2007://10.29442007-01-31T08:02:21Z2007-01-31T08:03:39Z電気めっき及び関連処理用語において、”h) 試験及び検査”に分類される用語である、スポーリング/水切れ/無めっき/レイティングナンバ の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”h) 試験及び検査”に分類されている用語のうち、『スポーリング』、『水切れ』、『無めっき』、『レイティングナンバ』のJIS規格における定義その他について。
スポーリング』、『水切れ』、『無めっき』、『レイティングナンバ』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 h) 試験及び検査 】
分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8022用語: スポーリング定義:
特異な熱膨張又は収縮が原因で、皮膜が割れたり、欠けたりする現象。対応英語(参考):
spalling分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8023用語: 水切れ定義:
表面が汚れているために、水皮膜が不連続に現れる現象。対応英語(参考):
water break分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8024用語: 無めっき定義:
めっきが付いていない状態。低電流密度部分などに生じやすい。対応英語(参考):
bare spot,
void,
uncovered分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8025用語: レイティングナンバ定義:
腐食面積と有効面積との割合によって腐食の程度を示す評点。
10〜0に区分されている。
略称:RN。対応英語(参考):
rating number]]>
ふくれ,膨れ/はく離/バーンオフtag:ep.jisw.com,2007://10.29432007-01-31T08:01:12Z2007-01-31T08:02:16Z電気めっき及び関連処理用語において、”h) 試験及び検査”に分類される用語である、ふくれ,膨れ/はく離/バーンオフ の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”h) 試験及び検査”に分類されている用語のうち、『ふくれ,膨れ』、『はく離』、『バーンオフ』のJIS規格における定義その他について。
ふくれ,膨れ』、『はく離』、『バーンオフ』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 h) 試験及び検査 】
分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8019用語: ふくれ,膨れ定義:
めっき層の一部が素地又は下地層を密着しない状態。対応英語(参考):
blister分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8020用語: はく離定義:
めっき層が素地又は下地からはがれる現象。対応英語(参考):
peeling分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8021用語: バーンオフ定義:
無電解めっき(※1)した後に電気めっきをするとき、過大な電流密度の通電又は電気的接触面積の不足によって、非導電性下地から無電解めっき皮膜がはく離、消失してしまう現象。
焼け抜けともいう。対応英語(参考):
burn-off
(※1)
無電解めっき(無電解メッキ)とは、外部電源を用いずに、金属を化学的に還元析出させるメッキ処理の方法です。
無電解めっき(無電解メッキ)には、以下などのJISがあります。
JIS H 8645
無電解ニッケル−りんめっき
JIS H 8646
無電解銅めっき]]>
こぶ状生成物/ピット/ピンホールtag:ep.jisw.com,2007://10.29422007-01-31T07:59:39Z2007-01-31T08:01:06Z電気めっき及び関連処理用語において、”h) 試験及び検査”に分類される用語である、こぶ状生成物/ピット/ピンホール の定義、補足など。jiswhttp://www.jisw.com/
電気めっき及び関連処理用語において、”h) 試験及び検査”に分類されている用語のうち、『こぶ状生成物』、『ピット』、『ピンホール』のJIS規格における定義その他について。
こぶ状生成物』、『ピット』、『ピンホール』などの用語が定義されています。
電気めっき及び関連処理用語(JIS H 0400)
⇒【 h) 試験及び検査 】
分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8016用語: こぶ状生成物定義:
被めっき物に生じる丸みをおびた突起物対応英語(参考):
nodule分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8017用語: ピット定義:
めっき面に生成される巨視的な穴。対応英語(参考):
pit分類: 電気めっき及び関連処理用語 > h) 試験及び検査番号: 8018用語: ピンホール定義:
素地(※1)又は下地(※2)層まで達するめっきの細孔。対応英語(参考):
pore,
pinhole
(※1)
素地とは、皮膜が析出又は形成される材料のことです。
(※2)
下地とは、直接めっきされる素地のことです。
単めっきの場合は、下地には素地と同義語になります。
多層めっきの場合は、中間皮膜を下地と呼びます。]]>
 注(2)電気めっき又は無電解めっきを表す記号。ただし、電気メッキと無電解メッキとによってメッキ層が構成されている場合には、最終メッキを表す記号。
注(3)ハイフン
注(4)斜線
注(5)多層メッキの場合には、素地に近いめっきの構成に左から右へコンマを付けて順に表示する。電気メッキと無電解メッキとによって構成されている場合で、注(2)の記号と異なるメッキでは、めっきの記号の前にそれを表す記号をハイフンを付けて表示する。
注(6)コロン
例1.: Ep-Fe/Cu20,Ni25b,Cr0.1r/:A
(電気メッキ、鉄鋼素地、銅メッキ20μm以上、光沢ニッケルメッキ25μm以上、普通クロムメッキ0.1μm以上、腐食性の強い屋外での使用)
例2.: Ep-Fe/Zn15/CM2:B
(電気めっき、鉄鋼素地、亜鉛めっき15μm以上、有色クロメート処理、通常の屋外での使用)
例3.: Ep-Cu/Ni5b,Cr0.1r/:D
(電気メッキ、銅合金素地、光沢ニッケルメッキ5μm以上、普通クロムメッキ0.1μm以上、通常の屋内での使用)
例4.: Ep-Fe/ELp-Ni15,ICr20/
(最終めっきが電気めっき、鉄鋼素地、無電解ニッケルめっき15μm以上、工業用クロムめっき20μm以上)
例5.: Ep-Al/Cu10,Ni10b,Cr0.1r/:D
(電気メッキ、アルミニウム合金素地、銅メッキ10μm以上、光沢ニッケルメッキ10μm以上、普通クロムメッキ0.1μm以上、通常の屋内での使用)
(2)
注(2)電気めっき又は無電解めっきを表す記号。ただし、電気メッキと無電解メッキとによってメッキ層が構成されている場合には、最終メッキを表す記号。
注(3)ハイフン
注(4)斜線
注(5)多層メッキの場合には、素地に近いめっきの構成に左から右へコンマを付けて順に表示する。電気メッキと無電解メッキとによって構成されている場合で、注(2)の記号と異なるメッキでは、めっきの記号の前にそれを表す記号をハイフンを付けて表示する。
注(6)コロン
例1.: Ep-Fe/Cu20,Ni25b,Cr0.1r/:A
(電気メッキ、鉄鋼素地、銅メッキ20μm以上、光沢ニッケルメッキ25μm以上、普通クロムメッキ0.1μm以上、腐食性の強い屋外での使用)
例2.: Ep-Fe/Zn15/CM2:B
(電気めっき、鉄鋼素地、亜鉛めっき15μm以上、有色クロメート処理、通常の屋外での使用)
例3.: Ep-Cu/Ni5b,Cr0.1r/:D
(電気メッキ、銅合金素地、光沢ニッケルメッキ5μm以上、普通クロムメッキ0.1μm以上、通常の屋内での使用)
例4.: Ep-Fe/ELp-Ni15,ICr20/
(最終めっきが電気めっき、鉄鋼素地、無電解ニッケルめっき15μm以上、工業用クロムめっき20μm以上)
例5.: Ep-Al/Cu10,Ni10b,Cr0.1r/:D
(電気メッキ、アルミニウム合金素地、銅メッキ10μm以上、光沢ニッケルメッキ10μm以上、普通クロムメッキ0.1μm以上、通常の屋内での使用)
(2)
 注(7)メッキの厚さによる等級を表す記号[4.(5)めっきの厚さによる等級を表す記号]による。
例1.: Ep-Fe/Zn[2]/CM2:C
(電気メッキ、鉄鋼素地、亜鉛メッキ2級、有色クロメート、湿度の高い屋内での使用)
例2.: Ep-Cu/Cr[3]/:B
(電気めっき、銅合金素地、ニッケル・クロム系めっき3級、通常の屋外での使用)]]>
注(7)メッキの厚さによる等級を表す記号[4.(5)めっきの厚さによる等級を表す記号]による。
例1.: Ep-Fe/Zn[2]/CM2:C
(電気メッキ、鉄鋼素地、亜鉛メッキ2級、有色クロメート、湿度の高い屋内での使用)
例2.: Ep-Cu/Cr[3]/:B
(電気めっき、銅合金素地、ニッケル・クロム系めっき3級、通常の屋外での使用)]]>